SU8 is an epoxy based negative resist with a high contrast that can be patterned into high aspect ratio (HAR) structures.
Table of content :
SU8 suppliers
Two suppliers have the commercial rights for SU-8. In CMi, the following formulations are available to the user :
- Gersteltec GM series
Thickness available in single coating : 1 – 240 um
Maximum aspect-ratio (datasheet) : 30:1
+ Higher mechanical properties (longer chain length)
– Long process time
- Kayaku 3000 series
Thickness available in single coating : 5 – 100 um
Maximum aspect-ratio (data-sheet) : 5:1
+ Fast process time
Process at CMi
Please download the SU-8 runcard to find parameters for all processing steps (Gersteltec GM and Kayaku 3000 series):
Process flow
| Recommended process | Alternative process |
|
| Substrate Pretreat | Oxygen plasma (Tepla 300, Z11 or Tepla Gigabatch, Z1) |
Piranha cleaning (Wet bench, Z02) |
| Coat | Manual coating (Sawatec LSM250, Z13) |
|
| Edge Bead Removal (optional) | Manual EBR (Sawatec LSM250, Z13) |
|
| Relaxation + Soft Bake | Hotplate soft baking (Sawatec HP200, Z13) |
|
| Expose |
mask-aligner i-line exposure @ 365nm (MJB4, Z13 or MA6 Gen3, Z01) Direct laser writing @ 375nm (MLA150-2, Z16) |
Broadband exposure |
| Post Exposure Bake (PEB) | Hotplate baking (Sawatec HP200, Z13) |
|
| Develop | Manual development in PGMEA (Solvent Bench, Z13) |
|
| Rinse & Dry | Rinse with isopropanol, dry with nitrogen gun | Isopropanol + spin rinse dry (Semitool SRD, Z01) |
| Hard Bake (optional) | Hotplate curing (Sawatec HP200, Z13) |
Oven curing (Heraeus oven, Z1) |
| Observation | Microscopes |
Recommendations and informations
When planning an SU-8 lithography, one must be aware of :
Planarisation (coating)
Flatness errors can for example be caused by :
- Edge bead
- Unintentional tilt during soft-bake
- Dirt particles
If the coating is not uniform, there will be non-conformaing contact with the mask during exposure occurs. Diffraction effects can occur and the SU-8 will be exposed unevenly. This becomes a problem when HAR are desired.
To improve the flatness, the film can be left to relax prior to the soft-bake on a flat surface for several minutes/hours. It is important to place the coated wafer in an enclosed environment that will become saturated with the resist solvent to prevent drying.
Film stress (soft bake)
During the soft-bake, solvent removal leads to volume shrinkage and the build-up of mechanical stress. This stress becomes more pronounced as the film thickness and feature lateral dimensions increase. If the adhesion between the resist layer and the substrate is weak, the accumulated stress can cause the resist film to delaminate from the substrate.
Shorter soft-bake helps to produce a softer film with less internal stress. However, the high solvent content will result in :
- weaker mechanical properties
- bubble formation during PEB
- higher diffusion of the photoinitiator during PEB –> lower contrast
Conversely, if the resist is too hard (low solvent content), crosslinking in the exposed areas won’t be possible.
The Soft-bake must be carefully optimised if HAR structures are desired.
One solution to reduce delamination and cracking is to perform a soft and a post-exposure bake with ramps.
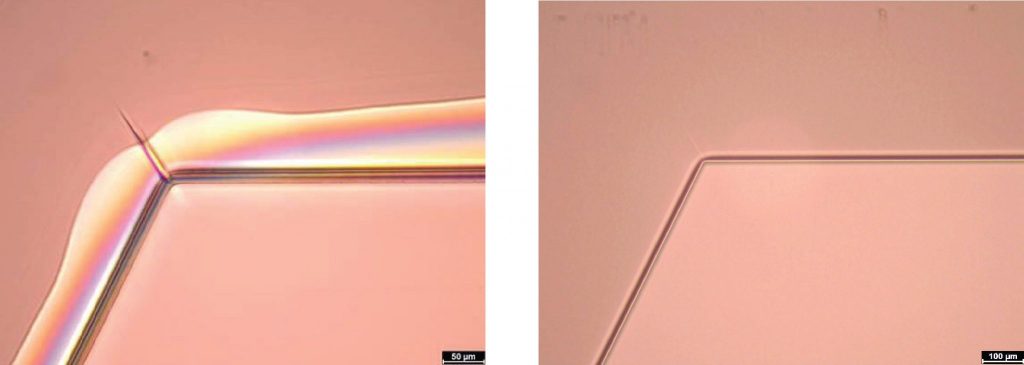
If minor delamination still occurs after development, performing a hardbake can help to rebond the structure to the substrate as shown below.
Exposure
The exponential absorption tail (urbach tail) of the SU-8 film sits between 300nm and 400nm: SU-8 is almost fully transaprent at 400nm, and it is almost opaque at 300nm with light only propagating in the first few microns of the film. The recommended exposure wavelength is i-line (365nm).
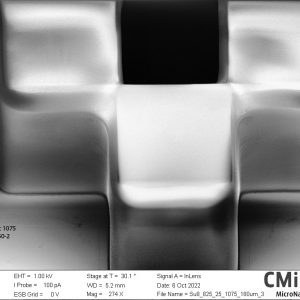
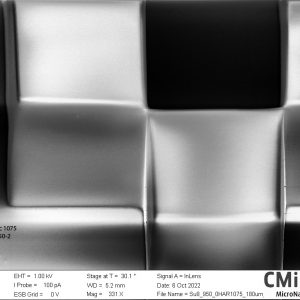
SU-8 can be exposed on a mask-aligner at 365nm or with the MLA laser writer at 375nm but due to the exponential change in the absorption coefficient, there is a ~3x lower light absorption at 375nm, a deeper propagating length and slower bleaching (saturation of the photo-initiator).
This will affect how SU-8 is exposed and the resulting profile, especially for thick SU-8, as shown in the following diagrams.


In particular:
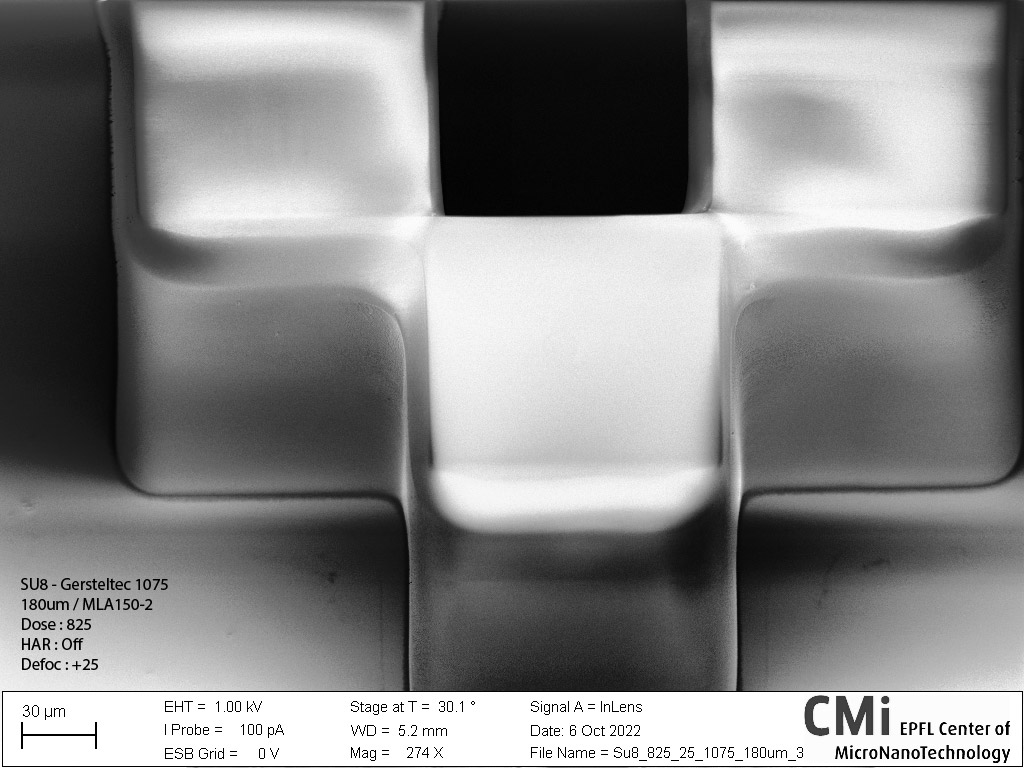
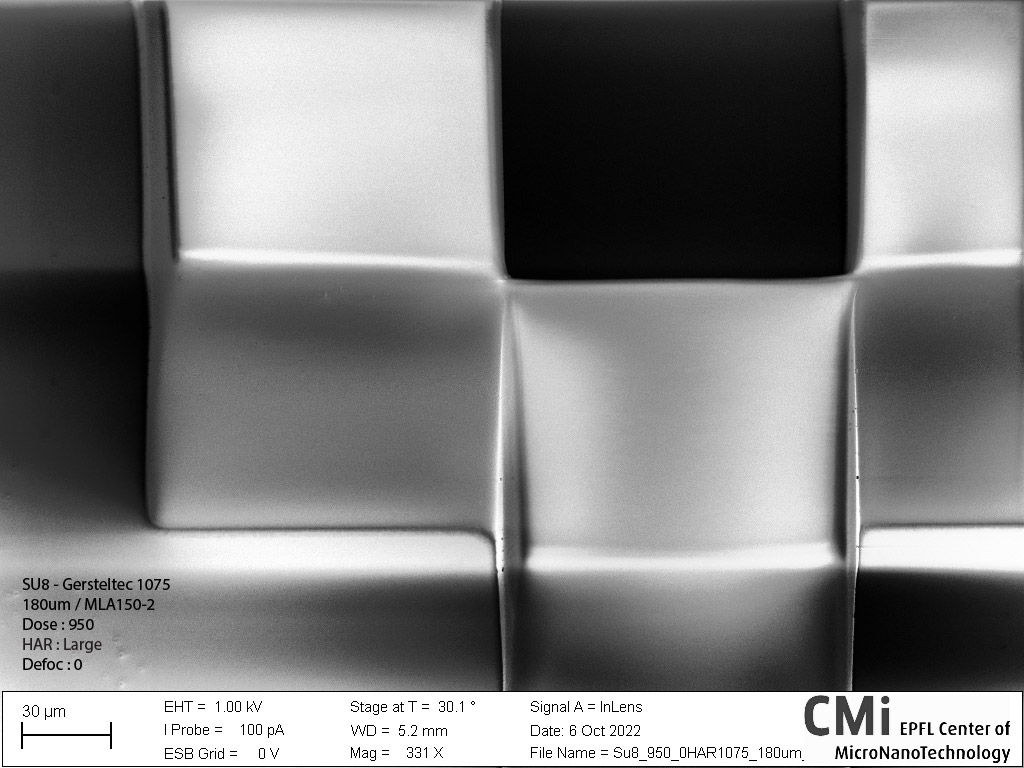
- Exposing with a mask-aligner (@ 365nm):
- The optimal dose is typically around 800-1000 mJ/cm2
- Under-exposure leads to delamination of fine structures and cracking of large area due to insufficient/no cross-linking of the bottom part of the SU-8 film.
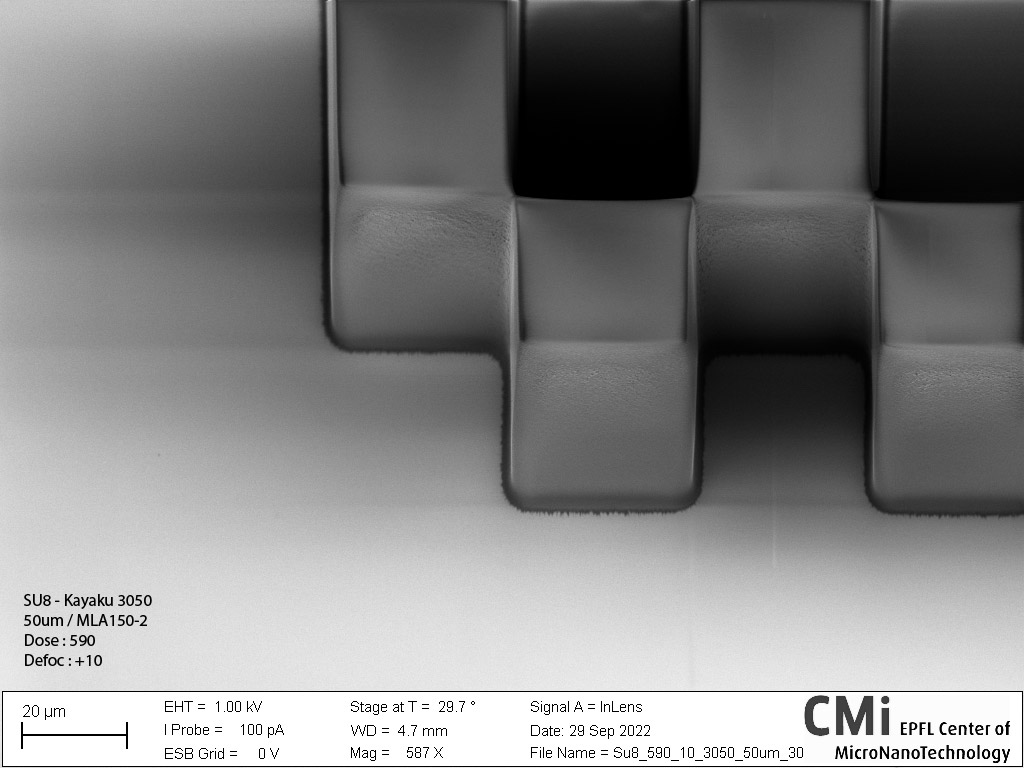
- Exposing with a laser-writer (@ 375nm):
- The optimal dose is typically around 2500-3000 mJ/cm2
- Under-exposure leads to dimension loss (both lateral and thickness loss) due to low cross-linking and development selectivity.
- Under-exposure leads to a more pronounced undercut.
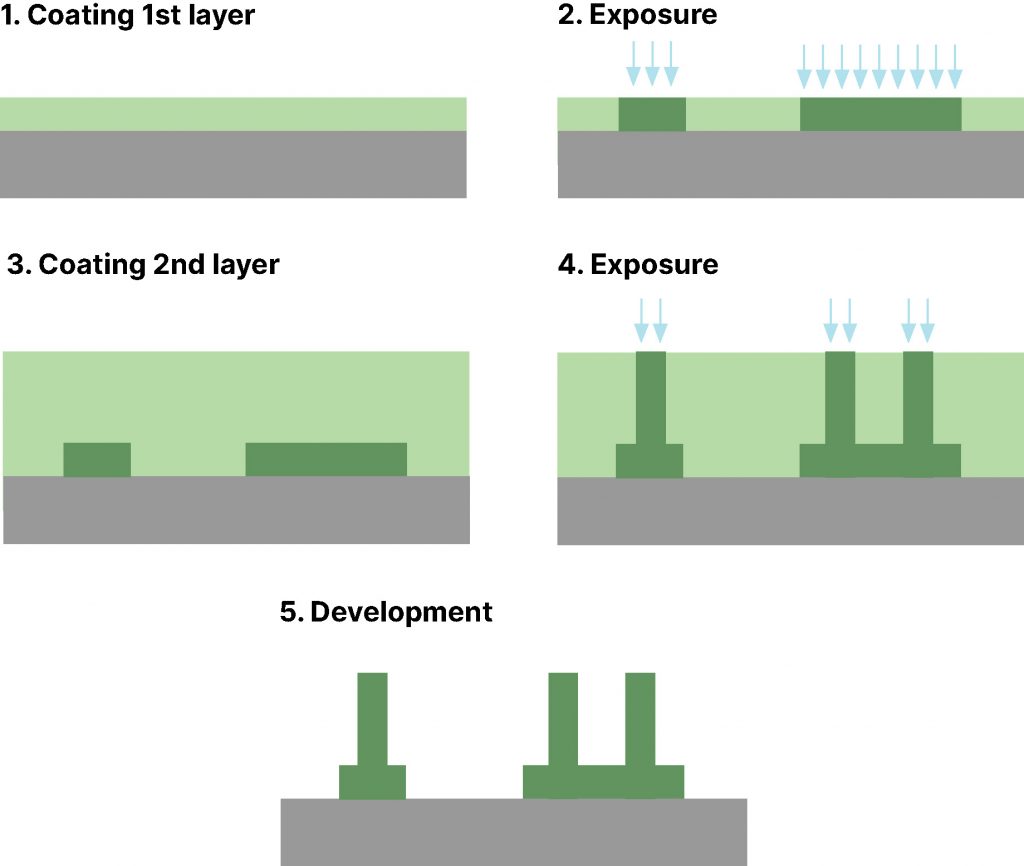
As shown below, it is possible to process 2 layers of SU-8 before development if the exposure areas are on top of each other. It is strongly recommended to use backside alignment marks to align the two layers.
Development
Designs with HAR can take a long time to develop due to the limitations of the solvent and solvated polymer chains in and out of the unexposed regions. Turning the wafer upside down and stirring the solution will increase the development rate.
Agitation must be carefully controlled to avoid the pressure gradient it creates deflecting structures. This can lead to debonding or deformation of the pattern which can then lead to adhesion to neighbouring patterns.
After rinsing in IPA, drying can also cause structures to collapse if the capillary forces acting on the resist walls are strong enough to bend them.