Why silicone?
Dielectric Elastomer Actuators (DEAs) consists of a thin layer of elastomer sandwiched between two compliant electrodes. Different classes of elastomer materials have been used as soft membranes to manufacture DEAs:
- Acrylic elastomer (adhesive film VHB produced by 3M)
- Silicone elastomers
- Polyurethanes
The acrylic elastomer VHB is the most widely used elastomer to make DEAs (~3/4 of the published results are obtained with VHB) for two main reasons
- VHB-based actuators exhibit larger strain than similar actuator made with silicone.
However, because it is mechanically very lossy, the strain of VHB actuators decreases sharply with actuation frequency. For driving frequencies over 0.1Hz, silicone elastomers show larger actuation strain - VHB can be readily bought in film form, removing the need to prepare membrane
At the EPFL-LMTS, we work with silicone elastomers as membrane for DEAs. In general, silicones exhibit much better mechanical characteristics than VHB, leading to very fast actuators with a bandwidth 3 orders of magnitude higher than VHB.
The need to cast silicone membranes (unlike VHB, which can be bought in film) requires additional processing steps,which can be seen as a disadvantage. However, it provides additional design freedom, such as the possibility to cast films at any desired thickness, or to choose between silicones with different properties.
Silicone membranes can be cast on large surfaces quite easily and rapidly, and the following sections describe our fabrication process.
Silicone membrane casting
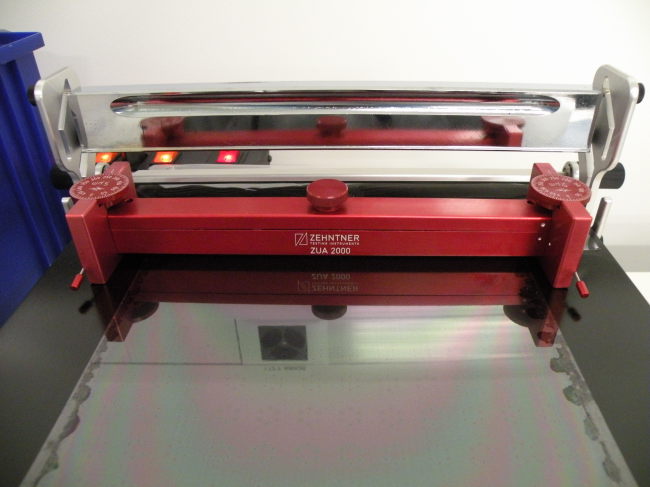
To produce high quality silicone membranes, we use the blade casting method, which allows producing large area membranes with homogenous thickness in a short amount of time.
We use a universal applicator with adjustable gap in combination with an automated film coater. The casting is done on high quality PET sheets with a very low surface roughness (Melinex ST-506)
1) Sacrificial layer coating
We start by applying a water-soluble sacrificial layer on the casting substrate in order to ease the separation of the membrane from the PET substrate, and to avoid having to pull too hard on the membrane to remove it from the sheet. Deforming the membrane during the release step can lead to anisotropic mechanical properties because of the Mullins effect, and should be avoided.
For the sacrificial layer, we use a 5% wt solution of Poly(acrylic acid) (PAA) in isopropanol, that we coat with to a wet thickness of about 20 um. Once coated, the isopropanol evaporates quickly, leaving a dry layer of PAA of about 1um.
2) Silicone membrane casting
Once the sacrificial layer has dried, the same coating equipment can be used to cast the silicone layer. The two components of the silicone are mixed according the manufacturer’s specifications in a planetary mixer. Depending on the viscosity of the silicone components, solvent can also be added to reduce the viscosity of the mixture.
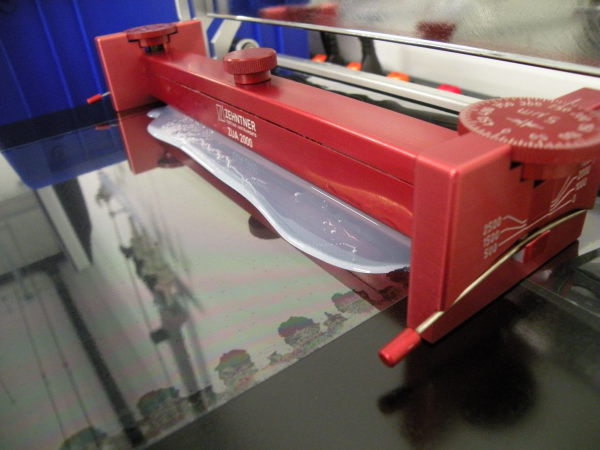
After mixing, the silicone/solvent mixture is placed in front of the applicator, and the machine is started at a speed of 1-5mm/s. Once the coating is completed, the PET substrate is removed from the film coater and placed in an oven at 80°C for about 30 minutes for the cross-linking of the silicone.
We then have a cured silicone layer of 200x300mm2 with a thickness between 5 and 100 um, depending on the gap of the applicator
3) Membrane release
Because we are mainly working with small-size DEAs, we can produce many actuators from one sheet of silicone membrane. The next step of our process consists in cutting the silicone sheet into smaller parts, and releasing the silicone layer from the PET substrate in order to obtain freestanding silicone membranes.

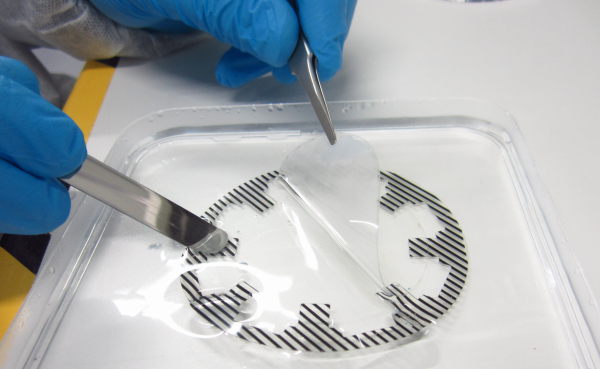
 The membrane sheet is cut into circles of 55mm of diameter (picture above, left) with a CO2 Laser engraver (Speedy 300). In parallel, prestretching frames are cut in a PET foil laminated with dry silicone adhesive (picture above, right. Black lines have been printed on the PET foil for better contrast on the pictures). The frames help for the manipulation of the membranes during the release and prestretch steps.
The membrane sheet is cut into circles of 55mm of diameter (picture above, left) with a CO2 Laser engraver (Speedy 300). In parallel, prestretching frames are cut in a PET foil laminated with dry silicone adhesive (picture above, right. Black lines have been printed on the PET foil for better contrast on the pictures). The frames help for the manipulation of the membranes during the release and prestretch steps.
Each membrane circle is then applied on one of the prestretch frame, with the adhesive of the frame in contact with the silicone membrane.
The assembly is dipped into hot water, which dissolves the sacrificial layer. It is then possible to easily peel the PET substrate away, without inducing any deformation in the thin silicone membrane. After this step, we end up with free-standing silicone membranes fixed to the teeth of the prestretch frame.
4) Membrane prestretch
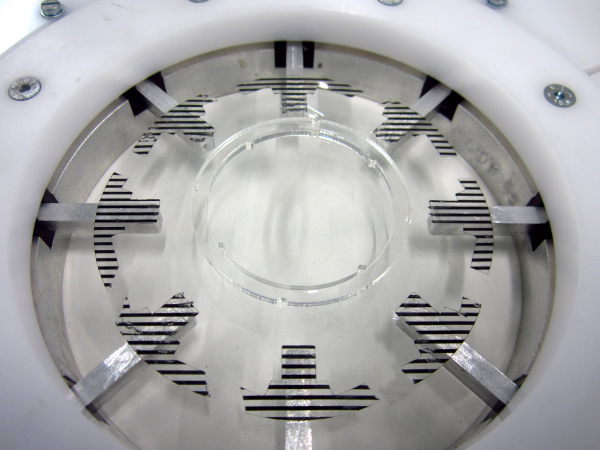
We show here equi-biaxial prestretching of a membrane fixed on a prestretch frame
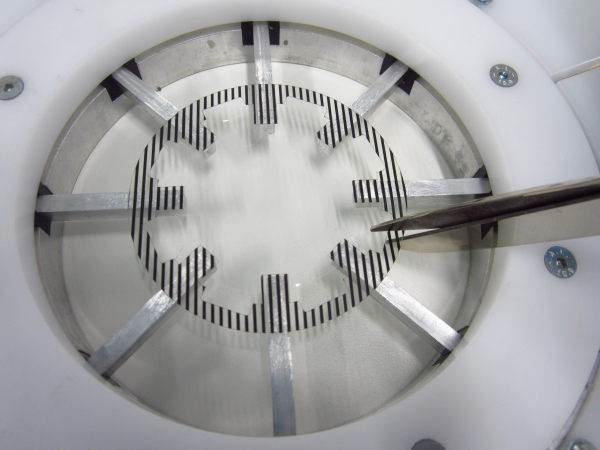
The prestretch adhesive frame holdind the thin suspended silicone membrane is placed on our circular equi-biaxial stretcher. Each of the teeth of the frame is aligned with a finger of the stretcher. The adhesive of the frame makes it stick to the fingers of the stretcher. A scisor is then used to cut the adhesive prestretch frame in between the fingers of the stretcher.
The fingers of the stretcher are then retracted, causing an increase of the membrane diameter (equi-biaxial stretching)
Finally a frame covered with silicone dry adhesive is stuck on the membrane. The excess of membrane around the frame is cut. At this stage, a cicular frame with a prestretched silicone membrane is obtained. The fabrication process can then continue with the application of the compliant electrodes.
Publications on the membrane production process
Please note that the publication lists from Infoscience integrated into the EPFL website, lab or people pages are frozen following the launch of the new version of platform. The owners of these pages are invited to recreate their publication list from Infoscience. For any assistance, please consult the Infoscience help or contact support.