Laser Powder Bed Fusion (LPBF) is an additive manufacturing process in which the part is built layer by layer out of a metallic, ceramic or polymer powder. One of the biggest advantages of the LPBF process is the ability to build parts with very complex geometries (lattice structures, conformal cooling channels, small features, etc.). On the contrary, one of the major limitations are the high tensile residual stresses (TRS) that accumulate during the building phase. These TRS lead to a decreased fatigue life of the part or can even cause layer delamination and failure during the building phase.
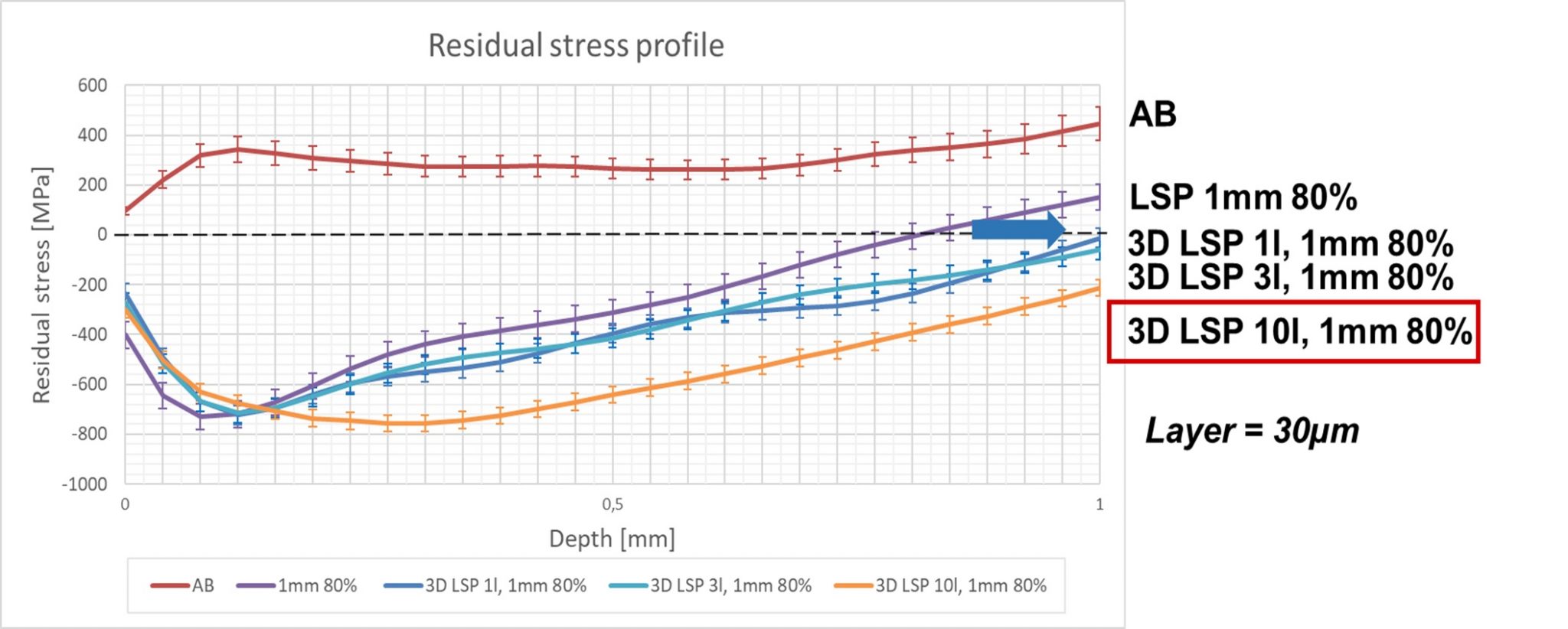
3D LSP is a process patented by LMTM, that combines Laser shock peening (LSP) with LPBF, with the goal of decreasing TRS during the building phase and creating parts with tailored residual stress field, i.e. parts that have beneficial compressive residual stress (CRS) in the near surface region. In figure 1, a clear change can be observed from the tensile behavior in the as-built state (positive values of residual stresses), towards compressive stresses of parts treated with different LSP parameters (negative values of the residual stress) which leads to improved mechanical properties and increased fatigue life.
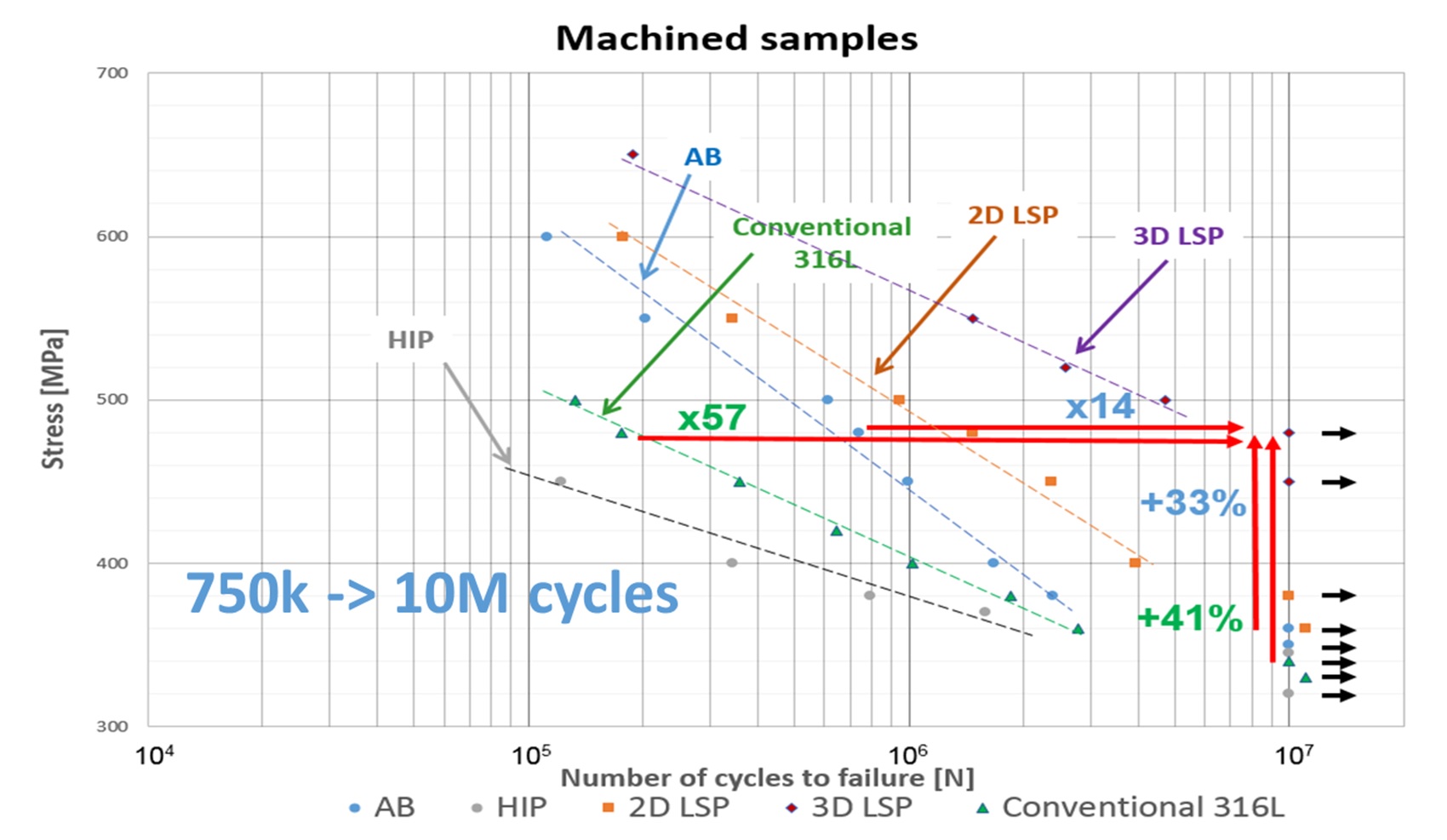
With such an approach we have demonstrated an increase in lifetime of produced parts of more than 14 times as compared with parts in the as built state (figure 2) [2], reduction in cracks by more than 95% [3] and reduction in distortions of more than 75% [4], as well as the ability to selectively tailor microstructure [5], thus further increasing both the scope of materials which can be produced by metal Additive Manufacturing and their field of application.
[1] N. Kalentics et al., “3D Laser Shock Peening – A new method for the 3D control of residual stresses in Selective Laser Melting,” Mater. Des., vol. 130, pp. 350–356, Sep. 2017, doi: 10.1016/j.matdes.2017.05.083.
[2] N. Kalentics, M. O. V. de Seijas, S. Griffiths, C. Leinenbach, and R. E. Logé, “3D Laser Shock Peening – A new method for improving fatigue properties of Selective Laser Melted parts,” Addit. Manuf., p. 101112, Feb. 2020, doi: 10.1016/j.addma.2020.101112.
[3] N. Kalentics et al., “Healing cracks in selective laser melting by 3D laser shock peening,” Addit. Manuf., vol. 30, p. 100881, Dec. 2019, doi: 10.1016/j.addma.2019.100881.
[4] N. Kalentics, A. Burn, M. Cloots, and R. E. Logé, “3D laser shock peening as a way to improve geometrical accuracy in selective laser melting,” Int. J. Adv. Manuf. Technol., vol. 101, no. 5, pp. 1247–1254, Apr. 2019, doi: 10.1007/s00170-018-3033-3.
[5] N. Kalentics, K. Huang, M. Ortega Varela de Seijas, A. Burn, V. Romano, and R. E. Logé, “Laser shock peening: A promising tool for tailoring metallic microstructures in selective laser melting,” J. Mater. Process. Technol., vol. 266, pp. 612–618, Apr. 2019, doi: 10.1016/j.jmatprotec.2018.11.024.